


























Teknisk jämförelse: halvautomatisk vs manuell hårdbandning för oljefältsverktyg
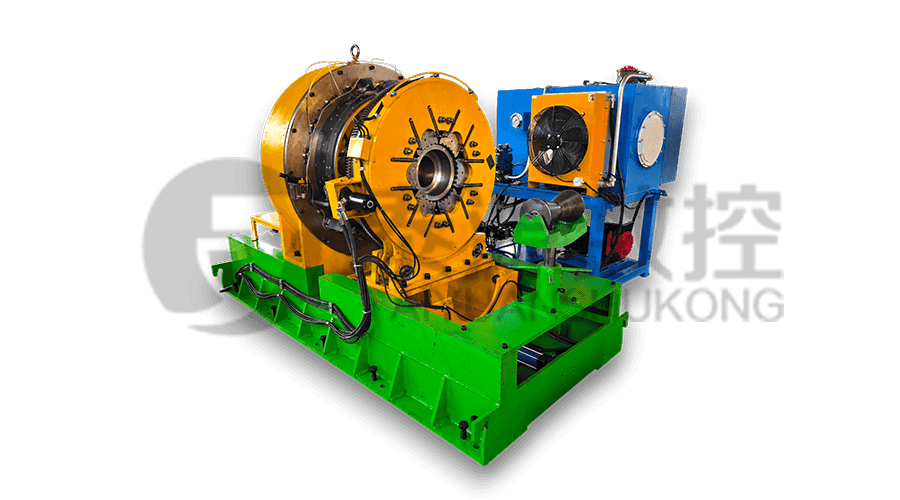
I olje- och gasindustrins krävande miljöer är hårdband i mitten av borrrör viktigt för att minska slitaget mot hölje och brunnsväggar. Medan manuell svetsning har historiska rötter, har övergången mot specialiserade maskiner omdefinierat standarderna för metallurgisk integritet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. , en nationell produktionsbas för petroleumutrustning, tillverkar Halvautomatisk svetsmaskin speciellt konstruerad för hårdbandning av borrrörskarvar och centraliserare. Genom att använda deoxiderade gasskyddade svetsprocesser, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. säkerställer en höghållfast, slitstark bindning som manuella metoder kämpar för att replikera konsekvent.
Kritiska skillnader i utförande av hårdband
Den tekniska övergången från manuella till halvautomatiska system påverkar borrsträngens strukturella livslängd:
- Insättningens enhetlighet: Manuell svetsning är känslig för mänsklig trötthet, vilket leder till variationer i stränghöjd och bredd. Den Halvautomatisk svetsmaskin använder en synkroniserad rotationsmekanism och automatisk trådmatning för att säkerställa ett perfekt enhetligt band, vilket förhindrar lokala stresskoncentrationer.
- Gasskyddsintegritet: Avskärmning av deoxiderad gas kräver ett stabilt flöde för att förhindra atmosfärisk kontaminering. Halvautomatiska system upprätthåller ett konstant munstycksavstånd, vilket säkerställer att svetsbadet förblir rent och fritt från porositet, vilket är avgörande för höghållfasta applikationer.
- Termisk kontroll: Överhettning under manuell svetsning kan förändra borrrörets metallurgi, vilket leder till sprödhet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. utrustning ger hög drivkraft med exakt kontroll över värmetillförseln, vilket bevarar basmetallens mekaniska egenskaper.
Jämförelse av tekniska parametrar: halvautomatisk vs manuell svetsning
Följande tabell illustrerar varför Jiangsu Taiyuan CNC Machine Tool Co., Ltd. fokuserar på specialiserade halvautomatiska lösningar för professionella oljefältstjänster:
| Tekniskt mått | Manuell hårdband | Taiyuan halvautomatisk serie |
|---|---|---|
| Processtyp | Manuell Arc/Stick | Deoxiderad gasskyddad svetsning |
| Konsistens av svetssträng | Låg (beroende på operatör) | Hög (mekanisk precision) |
| Produktionseffektivitet | Standard | Hög (kontinuerlig cykel) |
| Maskinbasens styvhet | N/A | Utmärkt (Sängstyvhet i gjutjärn) |
| Precision Retention Time | Minimal | Långsiktigt (högteknologiska komponenter) |
| Felpoäng | Hög (mänskligt fel) | Få (enkel, robust struktur) |
Om Jiangsu Taiyuan CNC Machine Tool Co., Ltd.
Etablerat 2003 i Taixing City, "Ginkgos hemstad" nära Yangtzefloden, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. täcker 24 800 m² och fungerar som en viktig produktionsbas för petroleumutrustningsindustrin. Företaget erbjuder ett brett utbud av specialiserade maskiner, inklusive produktionslinjer för borrrör, kopplingssvarvar för gängning av CNC-rör och slitstarka maskiner för borrrörscentrering av rembeläggning . Med ISO-certifiering av kvalitetssystem används deras produkter i stor utsträckning av industrijättar som Shanghai Baosteel, Shandong Shengli Oilfield och internationella företag i USA, Japan och Algeriet. Känd för hög drivkraft och stark specificitet, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. förblir engagerad i specialisering av energiutrustning och global excellens.
Bransch FAQ
-
Varför är skyddande av deoxiderad gas viktigt för borrrör?
Under beläggning av slitstarka bälten kan eventuellt instängt syre orsaka mikrosprickor. Den Halvautomatisk svetsmaskin från Jiangsu Taiyuan CNC Machine Tool Co., Ltd. använder specifika gasblandningar för att deoxidera svetsbadet, vilket säkerställer att hårdbandet är höghållfast och kan motstå det höga vridmomentet vid djupborrning.
-
Hur påverkar bäddstyvheten svetskvaliteten?
Precis som vår borrkrage gängsvarvar , kräver svetsenheterna en stabil grund. Den goda styvheten och enkla strukturen hos maskiner från Jiangsu Taiyuan CNC Machine Tool Co., Ltd. förhindra vibrationer under svetscykeln, vilket är avgörande för att uppnå en jämn fördelning av slitstarka material.
-
Vilka industrier drar nytta av Taiyuans specialiserade maskiner?
Våra produkter används i stor utsträckning inom oljefält, geologi, gruvdrift och kemisk industri. Huruvida det är en skruvpump rotor fräsmaskin eller a gängmaskin för böjd skalrör , vi tillhandahåller hög produktionseffektivitet och pålitlig kvalitet för användare över hela världen.
