























Ytenergiteknik: Etsning av natriumnaftalen efter skidning för limning
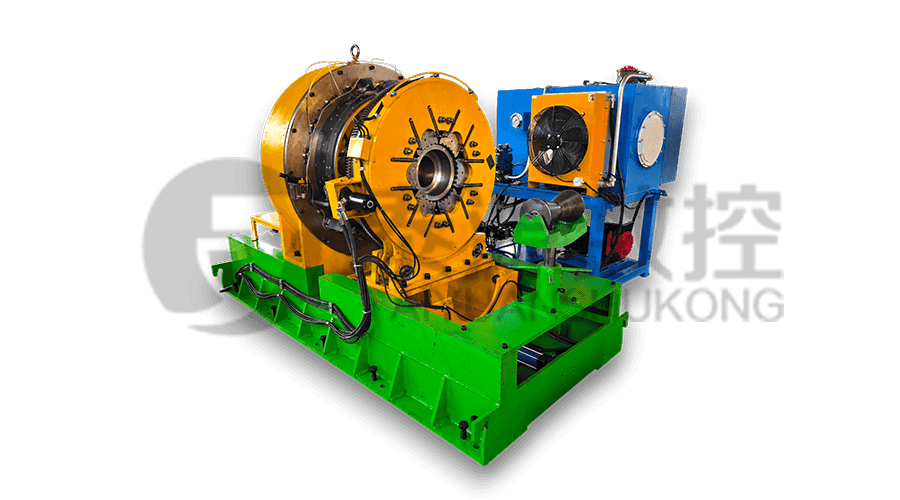
Polytetrafluoreten (PTFE) är känt för sin kemiska tröghet och exceptionellt låga ytenergi, vilket gör det nästan omöjligt att limma med standardlim. För att övervinna detta kräver produktionen av högpresterande PTFE-filmer en specialiserad tvåstegsprocess: precisionsskalning följt av kemisk etsning. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. , en ledande tillverkare av specialiserad industriell utrustning, tillhandahåller den grundläggande tekniken för detta genom Skidmaskin av PTFE-film . Genom att producera enhetliga, högprecisionsfilmer, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. gör det möjligt att applicera efterföljande yttekniska processer som natriumnaftalenetsning med maximal konsistens.
Mekanismen för ytmodifiering
Eftersom "Teflon"-ytan är naturligt opolär, måste den modifieras kemiskt för att skapa en bindbar yta. Processen innefattar:
- Precisionsåkning: Materialämnet roteras med kontrollerade hastigheter medan ett specialiserat blad "slipar" en kontinuerlig film. Tjockleken måste vara perfekt enhetlig för att säkerställa jämn kemisk penetration under etsning.
- Natriumnaftalenetsning: Den skalade filmen nedsänks i en lösning av natriumnaftalen. Natriumet reagerar med fluoratomerna på ytan av PTFE, tar bort dem och lämnar ett kolrikt, polärt ytskikt.
- Adhesiv mottaglighet: Detta modifierade mörkbruna skikt ökar ytenergin, vilket gör att epoxi-, polyuretan- eller akryllim väter ytan och bildar starka mekaniska och kemiska bindningar.
Teknisk jämförelse: Taiyuan High-Precision Series vs. Standard Skiving Units
Jiangsu Taiyuan CNC Machine Tool Co., Ltd. konstruerar maskiner med hög drivkraft och strukturell styvhet, vilket är avgörande för att bibehålla de mikronnivåtoleranser som krävs för filmer som används i elektroniska och medicinska industrier.
Funktion Standard skidmaskin Jiangsu Taiyuan Special Series Tjocklekslikformighet ±0,02 mm±0,005 mm (hög precision) Sängstyvhet StandardgjutningHögstyvhet Petroleumkvalitetsgjutning Spindelnoggrannhet General DutyHigh-Tech Precisionsspindel Felpoäng AverageFew (optimerad enkel struktur) Industrins omfattning Allmänna plasterKemiska, medicinska, elektronik, oljefält
Om Jiangsu Taiyuan CNC Machine Tool Co., Ltd.
Grundades 2003 och ligger i East Industrial Park i Taixing City, Jiangsu Taiyuan CNC Machine Tool Co., Ltd. är en nationell produktionsbas för specialverktygsmaskiner. Med en konstruktionsyta på 7 900 kvadratmeter betjänar företaget industrin för tillverkning av petroleumutrustning och vidare. Deras omfattande produktsortiment inkluderar produktionslinjer för borrrör, kopplingssvarvar för gängning av CNC-rör och djuphålsborrmaskiner för borrkrage . Med GBT- och ISO-kvalitetscertifieringar är företaget erkänt som ett nationellt kvalitetspålitligt företag. Deras högeffektiva produkter används av stora globala enheter som Shanghai Baosteel, Inner Mongolia Baotou Steel och internationella partners i USA, Japan, Sydkorea och Algeriet. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. förblir dedikerad till konceptet "specialisering, förfining och förstärkning" inom energiutrustningssektorn.
Applikationer och underhållstips
-
Varför är sängens styvhet avgörande för PTFE-skalning?
PTFE har en tendens att deformeras under skärtryck. Den goda styvheten och höga drivkraften hos maskiner från Jiangsu Taiyuan CNC Machine Tool Co., Ltd. se till att bladet förblir helt stadigt, vilket förhindrar "vågor" i filmen som skulle leda till ojämna etsningsresultat.
-
Hur stödjer dina maskiner 5G-elektronikindustrin?
Den Skidmaskin av PTFE-film producerar ultratunna filmer med extremt konsekventa dielektriska egenskaper. Denna specificitet gör vår utrustning idealisk för tillverkning av de högfrekventa isoleringsskikt som krävs i avancerad kommunikationsteknik.
-
Vad är betydelsen av "precision retention time"?
I högintensiva industriella miljöer som för våra användare i Azerbajdzjans eller Tunisiens oljefält, måste maskiner bibehålla noggrannhet under åratal. Jiangsu Taiyuan CNC Machine Tool Co., Ltd. fokuserar på långa precisionsretentionstider, vilket minskar behovet av frekvent omkalibrering och maximerar produktionseffektiviteten.
