Påminnelseinformation


Jun 26, 2025
De Φ1000mm oljerör bearbetning svarv står som en hörnsten i tung industri, speciellt utformad för de krävande kraven för tillverkning och underhåll av olje- och gasledningar. Dessa robusta maskiner är konstruerade för att hantera de betydande dimensioner och materialegenskaper för rör med stor diameter, vilket säkerställer precision och effektivitet i kritiska operationer. Den här artikeln fördjupar den tekniska förmågan, tillämpningen, urvalet och underhållet av dessa specialiserade svarvar.
Stor spindelborrning: En avgörande egenskap är deras överdimensionerade spindelborring, som vanligtvis överstiger φ1000 mm, vilket möjliggör fullständig passage av oljelör i stor diameter genom headstocken.
Hög styvhet och stabilitet: Konstruerad av tungt gjutjärn, maskinbädden och andra strukturella komponenter är utformade för att absorbera vibrationer och motstå betydande skärkrafter, vilket säkerställer exceptionell stabilitet under bearbetning.
Kraftfull huvudmotor: utrustade med högvridmotorer, dessa svarvar kan enkelt driva stora arbetsstycken och utföra djupa snitt på tuffa material som höghållfast stål.
Wide Bedways: Bedways generösa bredd ger robust stöd för tunga arbetsstycken och säkerställer exakt vagnsrörelse, även under extrema belastningar.
Avancerade chuckingsystem: Ofta har tunga front- och bakre chuckar (ibland hydrauliska eller pneumatiska), greppar dessa system säkert röret, minimerar utgång och säkerställer koncentricitet.
Variabla spindelhastigheter: Ett brett utbud av spindelhastigheter, ofta styrda av frekvensomvandlare, möjliggör optimala skärparametrar över olika rörmaterial och bearbetningsoperationer.
Precisionsfodermekanismer: Oavsett om manliga, automatiska eller CNC-kontrollerade, är matningssystemen utformade för mycket noggrann verktygspositionering och konsekvent materialborttagning.
Specialiserad verktyg: Dessa svarvar använder robusta verktygshållare och skärverktyg som kan hantera de unika utmaningarna med rörbearbetning, såsom gängning, vänd och avfasning av stora diametrar.
Rördiameter och längdområde: Medan rubriken anger φ1000mm, fastställa hela rörets diametrar och längder du kommer att bearbeta. Se till att svarvens kapacitet uppfyller eller överskrider dessa krav.
Materialkompatibilitet: Olika oljeledningar är tillverkade av olika stålkvaliteter. Kontrollera att svarvens kraft, styvhet och verktygsalternativ är lämpliga för de specifika materialen du kommer att bearbetar.
Obligatoriska bearbetningsoperationer: Identifiera de primära operationerna du kommer att utföra (t.ex. gängning, koppling, vänd, avfasning, reaming). Hammen ska vara utrustad med nödvändiga funktionaliteter och verktyg.
Noggrannhets- och precisionskrav: Bestäm de toleransnivåer som krävs för dina färdiga produkter. CNC -svarvar erbjuder i allmänhet högre precision än traditionella manuella maskiner.
Produktionsvolym: För produktion med hög volym kommer en CNC-svarv med automatiseringsfunktioner att vara effektivare. För lägre volymer eller specialiserade uppgifter kan en traditionell svarv räcka.
Budget: Slthes representerar en betydande investering. Balansera dina budgetbegränsningar med de funktioner och kapaciteter som krävs för din verksamhet.
Efterförsäljningssupport och service: Tänk på tillverkarens rykte för support, tillgång till reservdelar och teknisk hjälp, eftersom detta kommer att vara avgörande för långsiktig drift.
Tillverkning av olje- och gasledningar: avgörande för gängrörets ändar, bearbetningskopplingar och beredning av rör för att gå med i ny rörledningskonstruktion.
Oljefältutforskning och produktion: Används för att underhålla och reparera verktyg för hål, borrrör och höljesrör.
Rörreparation och renovering: Väsentligt för att omtröja skadade rörändar, reparera slitna sektioner och förlänga livslängden för värdefulla rörledningskomponenter.
Petrokemiska och kemiska industrier: Anställd vid tillverkning och underhåll av rörsystem med stor diameter inom bearbetningsanläggningar.
Tung industriell tillverkning: Tillämplig varhelst cylindriska arbetsstycken med stor diameter kräver exakta vridning, gängningar eller möter operationer.
Drift:
Operatörsträning: Endast utbildade och certifierade operatörer bör köra maskinen och följa alla säkerhetsprotokoll.
Arbetsstycksinställning: Se till att rören är ordentligt klämda i båda chuckarna, ordentligt centrerade och stöds för att förhindra SAG och vibrationer.
Skärparametrar: Använd lämpliga spindelhastigheter, matningshastigheter och skärdjup för materialet och verktyget för att optimera skäreffektivitet och verktygslivslängd.
Kylvätskanvändning: Använd adekvat kylvätska för att sprida värme, smörja skärverkan och spola chips.
Rutinunderhåll:
Smörjning: Kontrollera och fylla på smörjnivåer regelbundet för alla rörliga delar, inklusive styrvägar, växlar och lager, enligt tillverkarens rekommendationer.
Rengöring: Håll maskinen fri från chips, swarf och smuts. Rengör sängvägarna, chuckarna och verktygsposten efter varje användning.
Inspektion: Kontrollera regelbundet för slitage på kritiska komponenter som chuckkäkar, styrvägar, blyskruvar och elektriska anslutningar.
Justeringskontroller: Verifiera regelbundet inriktningen på headstock, tailstock och säng för att upprätthålla bearbetningsnoggrannhet.
Vård:
Miljökontroll: Använd svarven i en ren, torr miljö, skyddad från överdriven damm, fuktighet och temperaturfluktuationer.
Skyddsskydd: Se till att alla skyddsskydd och vakter är på plats och funktionella.
Lagring av verktyg och tillbehör: STRAGSKRIVT VERKTYG, CHUCK -käkar och andra tillbehör ordentligt för att förhindra skador och korrosion.
Schemalagd service: Följ tillverkarens rekommenderade serviceintervall för professionella inspektioner och förebyggande underhåll.
CNC Oil Pipe svarv:
Fördelar:
Högre precision och repeterbarhet: CNC -system erbjuder överlägsen noggrannhet och konsistens i bearbetningsoperationer, idealisk för komplexa trådar och snäva toleranser.
Ökad produktivitet: Automatiserade cykler och snabbare verktygsförändringar leder till högre produktion, särskilt för repetitiva uppgifter.
Minskat operatörsfel: Programmering minimerar mänskliga fel, vilket leder till färre skrotade delar.
Komplexa geometrier: kapabla att producera komplicerade profiler och flera gängningstyper med lätthet.
Installation:
Foundation: Kräver en mycket stabil och nivå grund för att upprätthålla noggrannhet.
Strömförsörjning: Behöver en pålitlig och stabil strömförsörjning, ofta trefas, med specifika spännings- och strömningskrav för kontrollsystemet och motorerna.
Miljökontroll: Känslig elektronik kräver en kontrollerad miljö, fri från överdrivet damm, temperatursvängningar och luftfuktighet.
Nätverk: Kan kräva nätverksanslutning för programöverföring och fjärrdiagnostik.
Underhåll:
Programuppdateringar: Regelbundna programuppdateringar krävs ofta.
Elektronisk komponentvård: Särskild uppmärksamhet på renheten och temperaturen på kontrollskåp och elektroniska komponenter.
Diagnostiska verktyg: Kräver specialiserade diagnostiska verktyg och expertis för felsökning av elektroniska problem och mjukvaruproblem.
Förebyggande underhåll: kräver fortfarande mekanisk smörjning och rengöring, men med ett extra lager av elektroniska systemkontroller.
Traditionell oljepipe svarv:
Fördelar:
Enkelhet och robusthet: Generellt enklare i design, vilket gör dem mer förlåtande i krävande miljöer.
Lägre initialkostnad: Vanligtvis billigare att köpa än en jämförbar CNC -modell.
Mångsidighet för engångsjobb: Idealisk för anpassade, icke-repetitiva uppgifter där programmering av en CNC skulle vara tidskrävande.
Enklare felsökning: Mekaniska problem är ofta enklare att diagnostisera och reparera.
Installation:
Foundation: Fortfarande drar nytta av en solid, jämn grund men kan vara mindre känslig än CNC -maskiner.
Strömförsörjning: Kräver en robust strömförsörjning för huvudmotorn.
Mindre miljökänslighet: Mer tolerant för olika verkstadsförhållanden.
Underhåll:
Mekaniskt fokus: Underhåll kretsar främst kring smörjning, rengöring och justering av mekaniska komponenter (växlar, lager, styrvägar, blyskruvar).
Besätt till delning: Regelbunden inspektion och utbyte av slitna mekaniska delar är nyckeln.
Operatörens skicklighetsberoende: Prestanda förlitar sig starkt på operatörens färdighet att ställa in och köra maskinen.
Φ1000mm oljerörsbehandlings svarv är en viktig tillgång för alla operationer som handlar om rör med stor diameter. Att förstå dess tekniska kapacitet, välja rätt maskin för specifika behov, säkerställa korrekt drift och förbinda sig till flitigt underhåll är alla kritiska faktorer för att maximera dess effektivitet, livslängd och kvaliteten på det arbete det producerar. Oavsett om du väljer Precision of CNC eller mångsidigheten hos en traditionell maskin, kommer investeringen i en väl underhållen svarv att ge betydande avkastning i den krävande världen av oljepipbearbetning.
Relaterade produkter
 Modell: TYSK-630T Borrrör, fog och koppling svarv
Modell: TYSK-630T Borrrör, fog och koppling svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
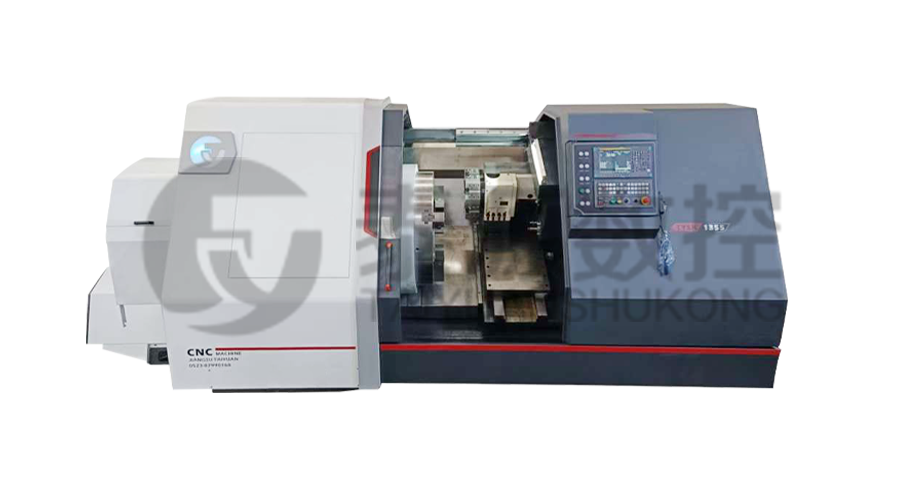
Modell:TYSK-1355 Oljerör bearbetning av svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
 Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Designad för att bearbeta ämnen med en maximal diameter på 550 mm och en maximal längd på 1000 mm. Vi kan även skräddarsy efter användarnas behov. Vänlig ändring av hastighet och tjocklek med CNC.
 Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Maskinen använder en hydraulisk motor, mekanisk flytmekanism och vridmomentdetektering i realtid, anpassar sig till materialböjning och förhindrar materialdeformation. Hjälpmaskiner är konfigurerade för att hjälpa till med halvautomatisering.
 Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Det speciella flexibla stödläget kan effektivt minska påverkan av arbetsstyckets böjning på bearbetningen och förbättra utbytet. Strikt matchande med vår rörgängningssvarv.
 Modulär järnspånskross Högstyrka kross för chip
Modulär järnspånskross Högstyrka kross för chip
Bladen är gjorda av höghållfasta material och rimligt placerade vid utgången av spånavskiljaren för att bryta järnspånen. Minska risken för tillbakarullning och förbättra utnyttjandet av avfallsramen.
 Serie:TYSK-HB Halvautomatisk slitstöd
Serie:TYSK-HB Halvautomatisk slitstöd
Gäller ARNCO 100XT, 200XT, 300XT. Stöd φ1.2-2.0 ytsvetsning med kärnor eller solid tråd. Kan utrustas med sprutsvetsning med enkel pistol och sprutsvetsning med dubbel pistol på två sätt. Stöd PLC eller CNC systemkontroll.
