Påminnelseinformation


May 25, 2026
A Modulär järnspånskross löser den kritiska operativa flaskhalsen med skrymmande metallspånhantering i fågelbo genom mekanisk reduktion av långa, kontinuerliga metallspån till små, enhetliga spån. Denna strukturella volymreduktion komprimerar råskrotprofilens densitet med upp till 80 %, vilket avsevärt minskar lagerfotavtryck, sänker logistiktransportkostnader och maximerar utbytet av återvinning av kylvätska med upp till 95 % under efterföljande centrifugalsepareringscykler.
Bearbetningseffektiviteten hos en modulär fragmenteringsmaskin är beroende av en dubbelaxel eller enkelaxlig skärmekanism med högt vridmoment som roterar med låga strukturella hastigheter. När kontinuerliga buntar av segjärn eller kolstål kommer in i magasinets mynning, griper specialiserade krokformade legeringsknivar tag i spånboets yttre omkrets.
Materialet tvingas mot ett stationärt motknivsblock och skär metalltrådarna längs kristallina spänningslinjer. Denna låghastighetskonfiguration med högt vridmoment förhindrar värmeuppbyggnad och eliminerar risken för gnistor eller lokal förbränning, vilket gör det till en otroligt säker metod för att bearbeta skrot mättat med flyktiga petroleumbaserade skäroljor.
För att säkerställa korrekt integrering i automatiserade bearbetningsceller eller centraliserade skrotuppsamlingsplatser måste maskinparametrarna matcha produktionsanläggningens volym. De specifika fysiska prestandaindexen nedan visar hur modulär skalning matchar olika golvoperationer.
| Prestandaattribut | Kompakt cellmodul | Centraliserad anläggningsmodul |
|---|---|---|
| Genomströmningskapacitet (stål/järn) | 200 till 400 kg/timme | 1500 till 3000 kg/timme |
| Main Drive Motor Power | 5,5 kW till 7,5 kW | 30 kW till 45 kW |
| Längdprofil efter krossning | Under 15 mm enhetliga spån | Under 25 mm skottbart skrot |
| Strukturellt fotavtryck storlek | 1100 mm x 850 mm | 2800 mm x 1800 mm |
Rå, okrossat järnspån fungerar som en strukturell svamp och håller stora mängder dyra emulgerade skärvätskor på sina höga ytor. Att bearbeta lösa svarv direkt genom en centrifug är mycket ineffektivt eftersom de långa strukturella bonen trasslar inuti den snurrande trumman, vilket orsakar massiva mekaniska obalanser.
Exempel på industriell bearbetning: En medelstor bilgjutningsanläggning som genererade 50 ton järnsvarv varje månad förlorade ungefär 120 liter skärolja per ton okrossade spån. Efter att ha implementerat en lokaliserad modulär krossenhet för att reducera spånprofilen ner till 10 mm lösa spån, återvann deras sekundära spånvridare 5400 liter ren kylvätskeolja varje månad, vilket gav direkta besparingar på kemikalieanskaffningen på över 14 000 dollar under det första kvartalet av driften.
Industriella skrotströmmar innehåller ofta trampmetallföroreningar, såsom tappade bultar, trasiga hårdmetallverktygsinsatser eller tunga strukturella stångändar. För att förhindra katastrofala knivskador eller att drivaxeln spricker när okrossbara föremål kommer in i kammaren, har moderna modulenheter en integrerad PLC-styrenhet som ständigt övervakar det elektriska strömdraget i huvuddrivmotorn.
Den främsta fördelen med en modulär strukturell layout är möjligheten att serva skärenheten utan att ta bort hela den mekaniska ramen. Slitstarka skärringar är monterade på sexkantiga axlar med hjälp av precisionsbearbetade låskragar. När kniveggarna är slöa efter att ha bearbetat stora volymer av slipande gjutjärn, kan underhållsteam dra ut hela axelkassettenheten, byta ut enskilda slitna bladmoduler och återställa maskinen till service inom ett kort, två timmars planerat underhållsfönster.
Relaterade produkter
 Modell: TYSK-630T Borrrör, fog och koppling svarv
Modell: TYSK-630T Borrrör, fog och koppling svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
 Modell:TYSK-1355 Oljerör bearbetning av svarv
Modell:TYSK-1355 Oljerör bearbetning av svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
 Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Designad för att bearbeta ämnen med en maximal diameter på 550 mm och en maximal längd på 1000 mm. Vi kan även skräddarsy efter användarnas behov. Vänlig ändring av hastighet och tjocklek med CNC.
 Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Maskinen använder en hydraulisk motor, mekanisk flytmekanism och vridmomentdetektering i realtid, anpassar sig till materialböjning och förhindrar materialdeformation. Hjälpmaskiner är konfigurerade för att hjälpa till med halvautomatisering.
 Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Det speciella flexibla stödläget kan effektivt minska påverkan av arbetsstyckets böjning på bearbetningen och förbättra utbytet. Strikt matchande med vår rörgängningssvarv.
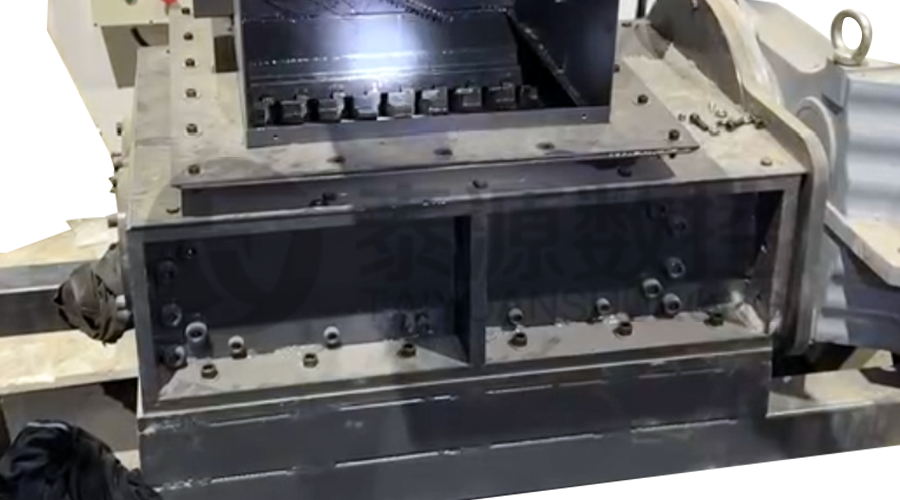
Modulär järnspånskross Högstyrka kross för chip
Bladen är gjorda av höghållfasta material och rimligt placerade vid utgången av spånavskiljaren för att bryta järnspånen. Minska risken för tillbakarullning och förbättra utnyttjandet av avfallsramen.
 Serie:TYSK-HB Halvautomatisk slitstöd
Serie:TYSK-HB Halvautomatisk slitstöd
Gäller ARNCO 100XT, 200XT, 300XT. Stöd φ1.2-2.0 ytsvetsning med kärnor eller solid tråd. Kan utrustas med sprutsvetsning med enkel pistol och sprutsvetsning med dubbel pistol på två sätt. Stöd PLC eller CNC systemkontroll.
