Påminnelseinformation


May 15, 2026
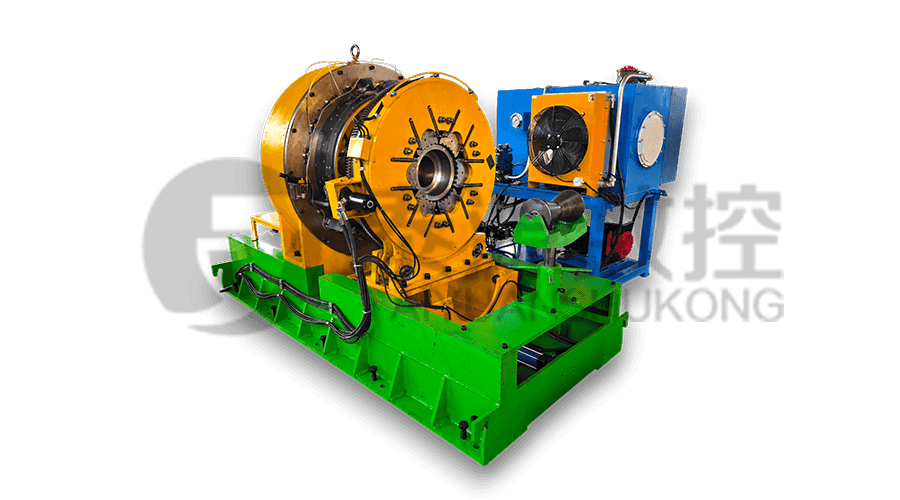
A Hölje och slangkoppling Spännenhet svarv är en specialiserad industrimaskin designad för att montera (sminka) och demontera (bryta ut) gängade kopplingar på oljefältsrör med extrem precision. Kärnslutsatsen för alla operatörer är att dessa enheter är väsentliga för att upprätthålla brunnssträngens strukturella integritet; genom att använda synkroniserad hydraulkraft och högupplöst vridmoment-sväng-övervakning ** säkerställer att varje skarv uppfyller de strikta API 5CT-standarderna, vilket förhindrar kostsamma läckor i borrhålet och mekaniska fel.
Driften av en Hölje och slangkoppling Spännenhet svarv kretsar kring kontrollerad applicering av rotationskraft. Till skillnad från en standardsvarv för metallbearbetning har denna enhet ett hydrauliskt krafthuvud och ett sekundärt reservskruvstäd. Säkerhetsskruven greppar rörkroppen säkert medan krafthuvudet roterar kopplingen. Detta dubbla klämsystem förhindrar röret från att snurra, vilket säkerställer att 100 % av den hydrauliska energin omvandlas till gängmoment.
Avancerade modeller har ett drivsystem med variabel hastighet. Detta gör att maskinen kan starta vid ett högt varvtal för snabb gängning (spinning) och sedan automatiskt växla till ett läge med lågt varvtal och högt vridmoment för det slutliga "axel"-ingreppet. Denna övergång är avgörande för att undvika skärning – en form av slitage som orsakas av överdriven friktion som kan svetsa ihop trådar i förtid.
Moderna oljefältsoperationer kräver mer än bara fysisk styrka; de kräver datavalidering. Den ** är vanligtvis utrustad med ett vridmoment-styrsystem. Denna datorintegrerade installation mäter det vridmoment som appliceras mot antalet genomförda varv. Genom att plotta dessa mått på en graf i realtid kan enheten upptäcka om kopplingen har nått den optimala "sweet spot" för gängprofilen.
En stor utmaning vid rörhantering är att undvika "bitmärken" eller strukturell deformation av höljet. Högkvalitativa legeringar som används i djupvattenbrunnar är särskilt känsliga för ytskador. Den Hölje och slangkoppling Spännenhet svarv åtgärdar detta genom icke-markerande stansar eller specialiserade flerpunktsklämsystem.
| Klämtyp | Operationell fördel | Lämplig applikation |
| Standardtandmatris | Högfriktionsgrepp för kraftigt vridmoment. | Hölje och rör av kolstål. |
| Icke-markerande käke | Slät kontaktyta förhindrar stresshöjningar. | Krom och höglegerade CRA-material. |
| Flytande krafthuvud | Kompenserar för variationer i trådledningar. | Premiumanslutningar (gastäta tätningar). |
| Synkroniserad Chuck | Applicerar lika tryck över omkretsen. | Tunnväggiga rör som är benägna att krossas. |
Integreringen av automation i ** har avsevärt förbättrat verkstadssäkerheten. Traditionella manuella tång kräver att personalen är i "skottlinjen". Däremot låter en svarv med bucking-enhet operatören styra hela sminkprocessen från en fjärrkontroll. Automatisering säkerställer också konsekvens; en maskin lider inte av den trötthet som kan leda till inkonsekvent påfyllningsmoment under ett långt skift.
Hydrauliska backuper och nödstoppskretsar är standardsäkerhetsfunktioner. Dessutom har många enheter nu automatiska rörlastnings- och avlastningsarmar, som synkroniseras med svarven för att flytta tunga leder (ofta som väger tusentals pund) utan manuella lyft, vilket minskar risken för arbetsplatsskador.
För att säkerställa Hölje och slangkoppling Spännenhet svarv förblir noggrann, regelbunden kalibrering av lastceller och hydrauliska tryckgivare är obligatorisk. Med tiden kan hydrauliska tätningar slitas, vilket leder till tryckfall som resulterar i undervridna leder.
Relaterade produkter
 Modell: TYSK-630T Borrrör, fog och koppling svarv
Modell: TYSK-630T Borrrör, fog och koppling svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
 Modell:TYSK-1355 Oljerör bearbetning av svarv
Modell:TYSK-1355 Oljerör bearbetning av svarv
Maskinen använder ett FANUC CNC-system med stabil bearbetningsnoggrannhet och flexibla programmeringsfunktioner för att säkerställa att de bearbetade delarna uppfyller strikta industristandarder. Det höga vridmomentet och den tunga konstruktionen klarar av långvarigt kontinuerligt arbete och har en stark hållbarhet.
 Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Modell: TYSK-XQJ-550 Medium och stor PTFE -film Skivmaskin
Designad för att bearbeta ämnen med en maximal diameter på 550 mm och en maximal längd på 1000 mm. Vi kan även skräddarsy efter användarnas behov. Vänlig ändring av hastighet och tjocklek med CNC.
 Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Serie:TYSK-NKJ Skruvmaskin/höljet och slangkopplingsenheten
Maskinen använder en hydraulisk motor, mekanisk flytmekanism och vridmomentdetektering i realtid, anpassar sig till materialböjning och förhindrar materialdeformation. Hjälpmaskiner är konfigurerade för att hjälpa till med halvautomatisering.
 Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Långa, tunga materiallösningar Automatisk belastnings- och lossningsmekanism för rörtrådning
Det speciella flexibla stödläget kan effektivt minska påverkan av arbetsstyckets böjning på bearbetningen och förbättra utbytet. Strikt matchande med vår rörgängningssvarv.
 Modulär järnspånskross Högstyrka kross för chip
Modulär järnspånskross Högstyrka kross för chip
Bladen är gjorda av höghållfasta material och rimligt placerade vid utgången av spånavskiljaren för att bryta järnspånen. Minska risken för tillbakarullning och förbättra utnyttjandet av avfallsramen.
 Serie:TYSK-HB Halvautomatisk slitstöd
Serie:TYSK-HB Halvautomatisk slitstöd
Gäller ARNCO 100XT, 200XT, 300XT. Stöd φ1.2-2.0 ytsvetsning med kärnor eller solid tråd. Kan utrustas med sprutsvetsning med enkel pistol och sprutsvetsning med dubbel pistol på två sätt. Stöd PLC eller CNC systemkontroll.
