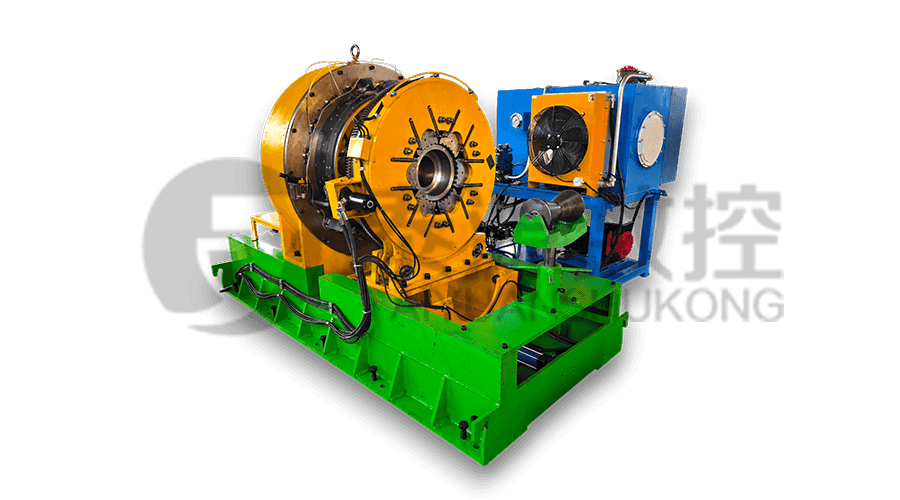
Modell: Tysk-630T
Maskinen antar ett FANUC CNC -system med stabil bearbetningsnoggrannhet och f...


Utmärkt utrustningsbehandlingsnoggrannhet, god styvhet och förstklassig bearbetningseffektivitet, så att våra produkter kan kvalificeras för API-standarder och de flesta av marknadspremieanslutningarna.

Maskinen antar ett FANUC CNC -system med stabil bearbetningsnoggrannhet och f...





I den krävande miljön för Oil Country Tubular Goods (OCTG)-tillverkning är att följa American Petroleum Institute (API) 5CT-standarder inte bara ett regulatoriskt krav – det är en baslinje för driftsäkerhet. Integrite...

Inom sektorn för tillverkning av petroleumutrustning med hög insats är övergången från fristående utrustning till helt integrerade system inte längre en lyx – det är en teknisk nödvändighet. A cnc rörgängningsmask...
I den högpresterande plastindustrin är effektiviteten av att omvandla dyra råvaror till användbara filmer ett kritiskt mått för lönsamhet. Bearbetning av fyllda PTFE-ämnen (polytetrafluoretylen) – som ofta innehåller ...
Vårt engagemang
Vårt mål är att erbjuda skräddarsydda lösningar till marknaden och våra kunder, oavsett om det gäller en enskild produkt eller en komplett uppsättning utrustning.
Även om marknader, tillämpningar och kunder varierar, har vi en unik strategi som leder våra kunder till framgång.
Vi kommer att svara tålmodigt och noggrant på alla frågor och feedback från kunder.
För alla konsultationer från kunder kommer vi att tillhandahålla den mest professionella och rimliga offerten så snart som möjligt.
För alla nya produkter från våra kunder kommer vi att kommunicera med dem mycket professionellt, lyssna på deras åsikter och ge praktiska förslag för att säkerställa att vi tillhandahåller de bästa produkterna.
Vi kommer att slutföra alla beställningar från våra kunder i tid, med garanterad kvalitet och kvantitet.

När du arbetar med Joint & Coupling Lathe Machine För att bearbeta borrrörsfogar och kopplingar är de vanliga verktygslitningsproblemen och lösningarna följande:
Vanliga verktygskläderproblem
Slipande slitage: Under bearbetningen av borrrörsfogar och kopplingar kommer hårda punkter i arbetsstyckets material, såsom karbider, nitrider etc. Speciellt när man bearbetar borrrörsmaterial med högre hårdhet är slipning av slipning mer uppenbar.
Limslitage: Under skärningsprocessen finns det stark friktion och hög temperatur mellan verktyget och arbetsstyckets yta, vilket får atomerna mellan verktyget och arbetsstyckets material att diffundera och binda med varandra. När verktyget och arbetsstycket rör sig relativt varandra, kommer bindningspunkten att rivas, vilket gör att verktygsmaterialet tas bort och bildar limslitage. Denna typ av slitage är benägen att uppstå vid bearbetning av material med hög viskositet.
Diffusionsslitage: Under högtemperaturskärningsförhållanden kommer de kemiska elementen i verktyget och arbetsstyckets material att diffundera med varandra, ändra verktygsmaterialets kemiska sammansättning och egenskaper, vilket minskar verktygets hårdhet och styrka och därmed förvärrar verktygets slitage. Speciellt när du skär borrrörsfogar och kopplingar med hög hastighet kommer diffusionsslitage att vara mer allvarliga.
Bladkollaps: Eftersom bearbetningen av borrrörsfogar och kopplingar vanligtvis kräver intermittent skärning, till exempel vid bearbetning av trådar, kommer verktyget att utsättas för periodiska slagbelastningar. När verktygets slagmotstånd är otillräcklig eller skärparametrarna inte väljs ordentligt, är kanten på verktyget benägen att bladkollaps, vilket resulterar i för tidigt misslyckande av verktyget.
Termisk trötthetsslitage: Under skärningsprocessen utsätts verktyget upprepade gånger för skärande värme och genererar termisk stress. När den termiska spänningen överskrider verktygsmaterialets trötthetsstyrka visas sprickor på verktygsytan. När sprickorna expanderar och ansluter till varandra kommer verktygsmaterialet att skala av och bilda termisk trötthetsslitage.
Lösning
Välj rätt verktygsmaterial
För allvarligt slipande slitage kan karbidverktyg med hög hårdhet och god slitmotstånd väljas. Drill Rod -bearbetningsutrustningen som produceras av Jiangsu Taixing CNC Machine Tool Co., Ltd. är lämplig för en mängd olika verktyg. Motsvarande karbidverktygsmodell kan väljas enligt olika bearbetningskrav för att förbättra verktygets motstånd mot slipande slitage.
För slitage och diffusionsslitage kan belagda verktyg användas. Beläggningen kan bilda ett isoleringsskikt mellan verktyget och arbetsstycket, minska den direkta kontakten mellan verktyget och arbetsstyckets material och minska möjligheten till bindning och diffusion. Till exempel har tennbelagda verktyg god hårdhet och kemisk stabilitet, vilket effektivt kan minska bindning och diffusionslitage.
Optimera skärparametrar
Justera rimligt skärhastigheten, matningshastigheten och skärdjupet. Vid bearbetning av borrstångfogar och kopplingar, om skärhastigheten är för hög, kommer det att förvärra slitaget på verktyget, särskilt diffusionsslitage och termisk trötthetsslitage. Enligt arbetsstyckets material och verktygsprestanda väljer du lämplig skärhastighet. Generellt sett, för borrstångsmaterial med högre hårdhet, bör skärhastigheten minskas på lämpligt sätt.
Matningshastigheten bör inte vara för stor. Överdriven matningshastighet kommer att öka skärkraften på verktyget, vilket är lätt att orsaka verktygsflisning och ökat slitage. Det rimliga matningshastighetsområdet kan bestämmas genom experiment och erfarenhet.
Valet av skärdjup bör beakta styrkan hos verktyget och bearbetningskraven i arbetsstycket och undvika överdrivet skärdjup, vilket gör att verktyget bär överdriven belastning.
Förbättra skärförhållandena
Utnyttja skärvätskan fullt ut. Skärvätska har funktioner med kylning, smörjning, chipavlägsnande och förebyggande av rost, vilket effektivt kan minska skärningstemperaturen, minska friktionen mellan verktyget och arbetsstycket och därmed minska slitaget på verktyget. För bearbetning av borrrörsfogar och kopplingar bör skärvätskor med god extrem trycksmörjning och kylningsegenskaper väljas, såsom skärvätskor som innehåller extrema trycktillskott såsom svavel och fosfor.
Rengör chips i skärområdet regelbundet för att förhindra att chips samlas mellan verktyget och arbetsstycket, vilket orsakar sekundär slitage. Utrustningen för Jiangsu Taixing CNC Machine Tool Co., Ltd. kan vara utrustad med motsvarande chipborttagningsanordningar. Se till dess normala drift och snabb utsläpp av chips.
Förbättra kvaliteten på verktygsslipning
Se till verktygets skärpa och ytkvalitet. En trubbig kant kommer att öka skärkraften och skärande värme, accelerera verktygsslitage; Överdriven ytråhet hos verktyget kommer också att öka friktionen och förvärra slitage. Därför är det nödvändigt att använda lämplig slipningsteknik och utrustning för att fint slipar verktyget för att förbättra kvaliteten på verktygsslipning.
Släpp och inspektera verktygen regelbundet för att upptäcka slitage och skador på verktygen i tid, och återharpen eller byt ut de verktyg som bärs hårt för att säkerställa bearbetning av kvalitet och effektivitet.
