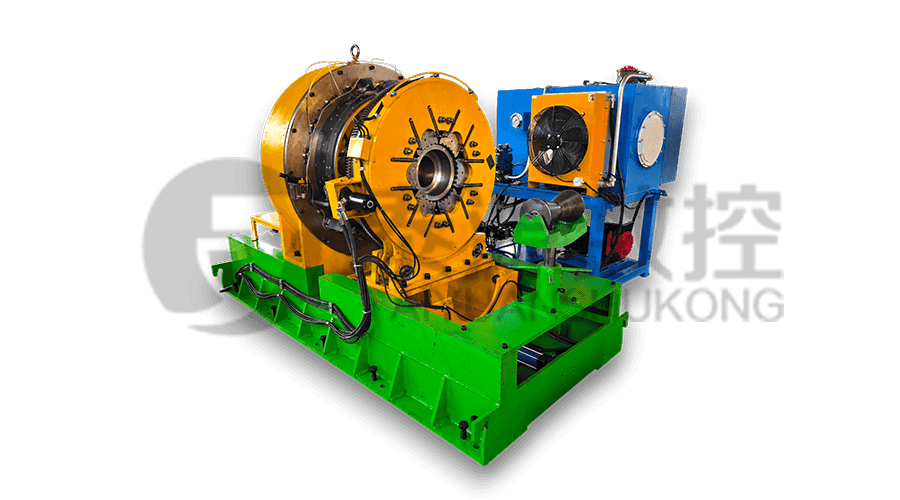
Modell: Tysk-630T
Maskinen antar ett FANUC CNC -system med stabil bearbetningsnoggrannhet och f...


Utmärkt utrustningsbehandlingsnoggrannhet, god styvhet, förstklassig bearbetningseffektivitet, så att våra produkter kan kvalificeras för API-standarder och de flesta av marknadspremieanslutningen.

Maskinen antar ett FANUC CNC -system med stabil bearbetningsnoggrannhet och f...

Maskinen antar ett FANUC CNC -system med stabil bearbetningsnoggrannhet och f...





I den krävande miljön för Oil Country Tubular Goods (OCTG)-tillverkning är att följa American Petroleum Institute (API) 5CT-standarder inte bara ett regulatoriskt krav – det är en baslinje för driftsäkerhet. Integrite...

Inom sektorn för tillverkning av petroleumutrustning med hög insats är övergången från fristående utrustning till helt integrerade system inte längre en lyx – det är en teknisk nödvändighet. A cnc rörgängningsmask...
I den högpresterande plastindustrin är effektiviteten av att omvandla dyra råvaror till användbara filmer ett kritiskt mått för lönsamhet. Bearbetning av fyllda PTFE-ämnen (polytetrafluoretylen) – som ofta innehåller ...
Vårt engagemang
Vårt mål är att erbjuda skräddarsydda lösningar till marknaden och våra kunder, oavsett om det gäller en enskild produkt eller en komplett uppsättning utrustning.
Även om marknader, tillämpningar och kunder varierar, har vi en unik strategi som leder våra kunder till framgång.
Vi kommer att svara tålmodigt och noggrant på alla frågor och feedback från kunder.
För alla konsultationer från kunder kommer vi att tillhandahålla den mest professionella och rimliga offerten så snart som möjligt.
För alla nya produkter från våra kunder kommer vi att kommunicera med dem mycket professionellt, lyssna på deras åsikter och ge praktiska förslag för att säkerställa att vi tillhandahåller de bästa produkterna.
Vi kommer att slutföra alla beställningar från våra kunder i tid, med garanterad kvalitet och kvantitet.

Jiangsu Taiyuan CNC Machine Tool Co., Ltd. har en mängd CNC -maskinverktyg för rörbehandling. Följande är metoden för att justera skärparametrarna för CNC Pipe Threading Lathe Machine För att säkerställa trådkvaliteten vid bearbetning av rör med olika material:
Bearbetning av stålrör
Skärhastighet: För rör som är gjorda av medelstora kolstål kan skärhastigheten vara cirka 100-200 m/min. Om det är legeringsstål, på grund av dess höga hårdhet, bör skärhastigheten reduceras på lämpligt sätt till cirka 80-150 m/min för att förhindra överdrivet slitage av verktyget och säkerställa ytkvaliteten på tråden.
Matningshastighet: Vanligtvis är matningshastigheten per revolution mer lämplig vid 0,5-1,2 mm/varv. För trådar med höga precisionskrav kan en mindre matningshastighet, såsom 0,5-0,8 mm/rev, väljas för att förbättra trådens finish och precision.
Skärdjup: Enligt trådens specifikationer och krav kan skärdjupet styras vid 1-2 mm under grov bearbetning och 0,2-0,5 mm under fin bearbetning.
Bearbetar kopparrör
Skärhastighet: Kopparens hårdhet är relativt låg och skärhastigheten kan ökas på lämpligt sätt, i allmänhet cirka 200-300 m/min. Hastigheten bör emellertid inte vara för hög, annars kan det orsaka att kopparchips lindas runt verktyget och påverka bearbetningskvaliteten.
Matningshastighet: matningshastigheten kan väljas mellan 0,8-1,5 mm/varv. På grund av kopparens goda duktilitet kan en större matningshastighet minska skärkraften och förhindra överdriven deformation av materialet, men det bör också noteras att det inte bör vara för stort för att undvika att påverka trådnoggrannheten.
Skärdjup: Skärdjupet kan vara 1,5-2,5 mm under grov bearbetning och 0,3-0,6 mm under fin bearbetning.
Bearbetning av aluminiumrör
Skärhastighet: Aluminium har låg hårdhet och god skärprestanda, så att skärhastigheten kan vara högre, vanligtvis 300-500 m/min. Men uppmärksamheten bör ägnas åt problemet med uppbyggd kant som kan uppstå under höghastighetsskärning, vilket kan lösas genom lämpliga kyl- och smörjningsåtgärder.
Matningshastighet: matningshastigheten kan vara cirka 1-2 mm/varv. Eftersom aluminiummaterial är mjukare kan en större matningshastighet förbättra bearbetningseffektiviteten, men det är nödvändigt att förhindra att överdriven matningshastighet orsakar defekter som repor på trådytan.
Skärdjup: Skärdjupet kan vara 2-3 mm under grov bearbetning och 0,3-0,8 mm under fin bearbetning.
Bearbetning av rostfritt stålrör
Skärhastighet: Rostfritt stål har hög styrka och hårdhet och är benägen att arbeta härdning. Skärhastigheten är i allmänhet 60-120 m/min. För låg hastighet kommer att orsaka ökat verktygsslitage, och för hög hastighet kan orsaka verktygsförbränningar och deformation av arbetsstycket.
Matningshastighet: matningshastigheten per revolution är i allmänhet 0,3-0,8 mm/varv. En mindre matningshastighet kan minska skärkraften, minska graden av arbetshärdning och hjälpa till att säkerställa trådkvalitet.
Skärdjup: Skärdjupet kan styras vid 0,8-1,5 mm under grov bearbetning och 0,1-0,3 mm under fin bearbetning.
